
Designing to 3D Print
- ThirdInRev

- Oct 29, 2018
- 3 min read
The 3D Printer can manufacture objects based on the file fed into the printer. Similar to a CNC machine or a desktop paper printer. The difference is your print will be on a paper in 2D desktop printer whereas the 3D Printer will print a 3 dimensional object.
The digital file can be modeled using any computer aided design software available out there(.STEP or .IGES file formats are widely used). The digital files however have to be saved in a format the 3D Printers understand. Usually the file extension of .STL or .OBJ are accepted by all 3D Printers.
Designing an object in the software requires some parameters to be kept in mind. These rules mostly applies to 3D printing in all technologies.
Wall Thickness
Most of the machines can 3D Print an object successfully with a wall thickness of 0.8 mm or higher. A wall thickness below 0.8 mm will make the object very fragile and susceptible to breakage. It is always safe to check with the 3D Printing service about the required wall thickness of an object before finalizing the files.
Some technologies such as Selective Laser Sintering (SLS) require a minimum 1 mm of wall thickness and for Color Jet printing (CJP) a thickness of 2 mm onward.
Think of a new design for a water tank. In order to get a feel of the design, you scale down the water tank to make it 3D Printable. While scaling down, the walls are also scaled down proportionately. Now you would have to change the wall thickness of the tank to make it 3D Printable.
As a rule, always check with your 3D Printing | Additive Manufacturing service provider about the required minimum thickness for the technology in which the printing is to be done.

Watertight
All the surfaces need to be stitched to make a closed poly-surface. A 3D Printer will find the file incompatible to print and not print at all or worse will mistaken an un-stitched/non-matching surface as an open area and skip printing on the particular path printing a flawed object.
Overhangs
In this technology of layer depositing, a layer needs a foundation layer below it to build upon. Either support structures are used or the design is made in such that the overhangs are angled 45 Degrees or less.
It is best to avoid more angled overhangs, since any overhang higher than an angle of 45 Degrees will generate supports and usually the support removal from an object will generate a rough surface in some technologies (FDM, SLA, DLP and DMLS) which will have to be later post-processed and it may leave behind faint support-marks.
Warping
A material when goes through the process of melting or sintering and cooling down, will warp (shrink) due to the physical changes it goes through. A good printer, controlling printing temperature and proper adhesion will reduce warping but completely avoiding it cannot be guaranteed. It usually occurs in objects with large flat surfaces with sharp corners. Rounding the corners decreases the chances of warping.
Hollowing Components
If the object need not be solid, it can be designed in such a manner so as to reduce the amount of material being used while 3D Printing. This particularly is beneficial in 3D Printing technologies such as Stereo-lithography (SLA), Selective Laser Sintering (SLS), Digital Light Processing (DLP), Direct Metal Laser Sintering (DMLS), Multi-jet Technology.
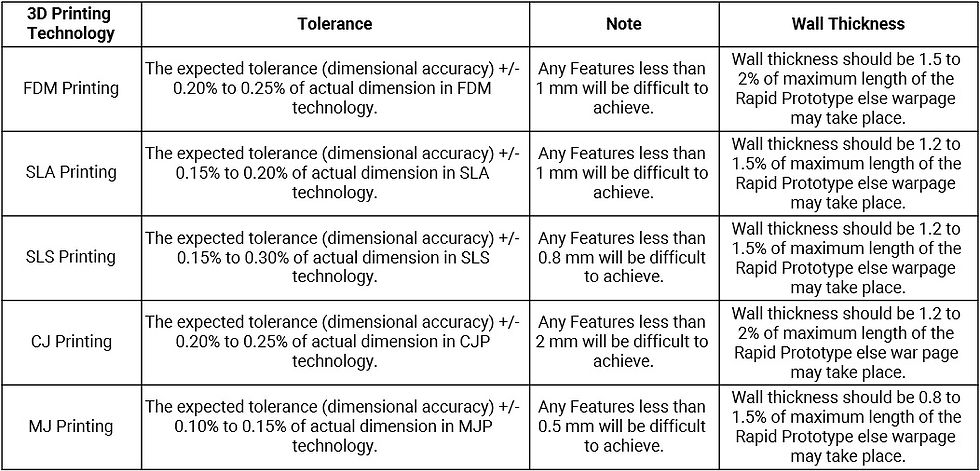
Tolerance
Each 3D Printing technology uses different materials. Each machine has limitations and corresponding material have some warping/shrinkage rate. It is advice that you check with your 3D Printing service Thirdinrev to know the best fit of technology and material suited for your object and its end-use. Based on the technology and the material usage, a clearance should be allotted to parts such as connectors, holes, moving parts, assembly parts, screw threads etc.
Check the table below for designing tips keeping in mind the tolerance and wall thickness of different Additive Manufacturing Technologies.
Learn more about 3D Printing objects by calling us at +91 990 997 3333. Visit us at www.thirdinrev.com or contact us at make@thirdinrev.com



Comments